- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Ngerti Kabel Feed ing Laser Welding
2025-01-20
Teknologi pakan kabel di welding laser minangka komponen utama kanggo entuk welding kualitas tinggi. Kanthi ngidini milih bahan, diameter kawat, metode feed kabel lan kanthi cepet ngontrol kacepetan kabel feed wire, efisiensi welding lan kualitas sendi bisa diisi kanthi efektif. Ing ngisor iki rincian pakaryane feeder kabel, pilihan kabel, kacepetan feeding kabel lan titik teknis liyane.

1. Prinsip Pakaryan Wesi Feeder
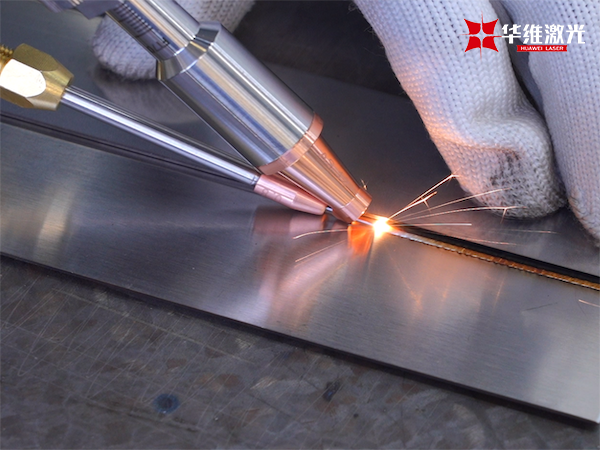
Feeder kabel minangka piranti khusus sing digunakake kanggo ngirim kawat welding menyang area welding laser. Proses kerja kalebu link utama ing ngisor iki:
Wire Feeding Motor:Feeder kabel nggawa sistem panganan kabel liwat motor kanggo nyurung kabel welding menyang bedhil welding.
Tabung Kawat:Pemanasan kabel kasebut feed kawat welding menyang bedhil welding liwat pipa pangiriman langsing. Tabung feed kawat biasane dirancang ing bentuk sudhut mlengkung kanggo mesthekake yen kawat welding bisa diwenehi kanthi lancar.
Kawat Nozzle:Kawat welding dikirim menyang bedhil sing welding mlebu ing wilayah welding saka balok laser liwat muncung lan tumindak ing bagean welding bebarengan karo balok laser.
Sistem pakan kabel biasane kudu nyambut gawe kanthi sinkronisasi karo peralatan laser kanggo njamin kawat welding sing tepat lan bisa njamin stabil kolase molten lan kualitas sendi sing dilas.
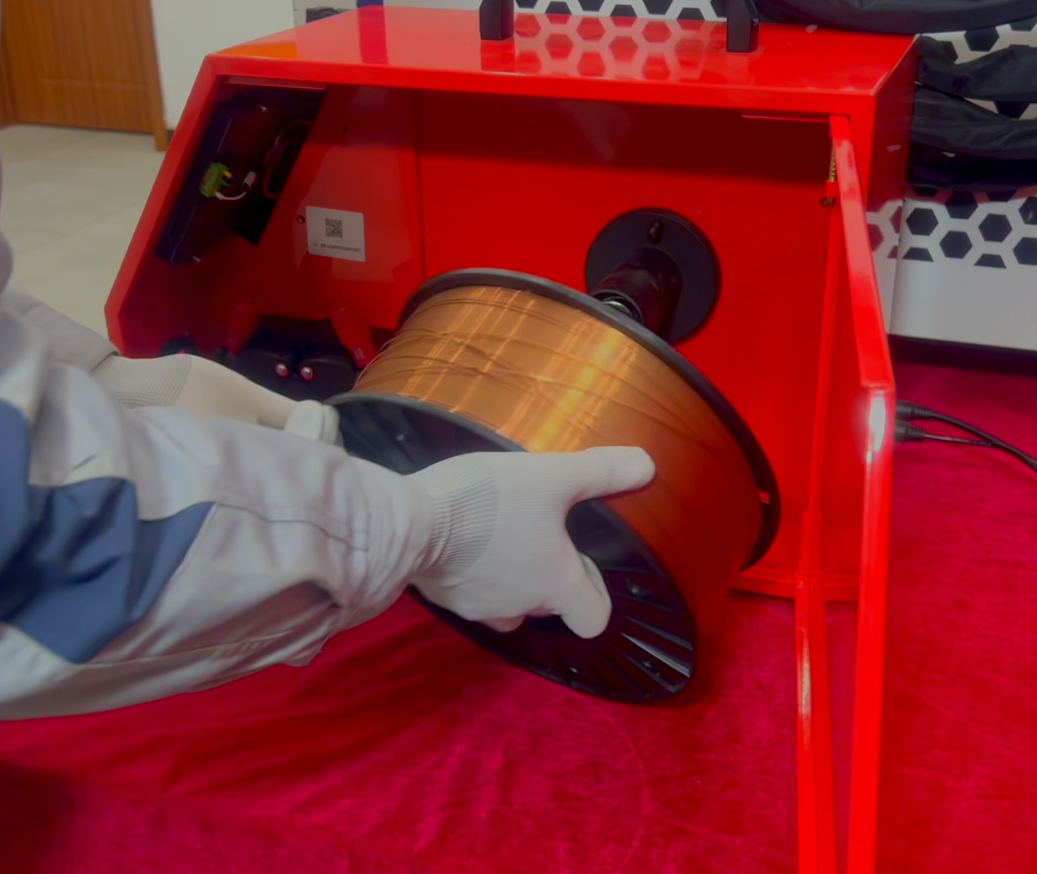
2. Pilihan bahan kawat welding
Pilihan bahan kawat welding langsung mengaruhi kualitas welding lan kekuatan sendi. Bahan dhasar sing beda-beda mbutuhake macem-macem jinis kawat welding kanggo njamin kinerja sendi sing dilas. Bahan-bahan kawat welding umum kalebu kawat welding stainless stainless, kawat welding aluminium, kawat welding tembaga, lsp. Faktor ing ngisor iki sing kudu dianggep nalika milih:
Pertandhingan Bahan dhasar:Komposisi kimia saka kawat welding kudu cocog karo materi dhasar supaya bisa cacat welding amarga ora kompatibel material.
Syarat properti mekanik:Properti mekanik (kayata kekuatan, kekerasan, lan sapiturute) saka bahan kawat welding kudu memenuhi syarat aplikasi kanggo mesthekake yen sendi nduweni kekuwatan sing cukup.
Rintangan karat lan resistensi suhu dhuwur: kanggo bagean sing digunakake ing lingkungan khusus tartamtu, resistensi korosi lan tahan suhu Kawat sing kudu uga ana gandhengane.
3. Pilihan diameter kawat
Ukuran diameteripun langsung mengaruhi jumlah pangisi, kolam renang molten lan kacepetan welding welding. Biasa diameter kabel umum biasane antarane 0,8mm lan 2,4mm, lan pilihan tartamtu gumantung ing faktor ing ngisor iki:
Kekandelan materi wong tuwa: welding plato tipis biasane nggunakake kawat sing luwih tipis (kayata 0,0mm utawa 1.0mm) kanggo ngontrol kolam renang, nalika 1.0mm utawa 2.0mm) kanggo nyedhiyakake bahan pangisi.
Posisi welding:Kanggo sendi horisontal utawa gantung, wirs sing luwih gampang dikendhaleni kolam renang lan nyuda cacat welding sing disebabake dening kolam renang sing gedhe banget.
Daya Welding:Sistem laser sing luwih dhuwur bisa dicocogake karo kawat sing luwih tebal kanggo nyedhiyani logam sing luwih akeh kanggo nyukupi syarat-syarat welding kekuatan.
Milih diameter kawat sing pas mbantu nambah efisiensi welding, nyuda cacat welding, lan mesthekake kualitas sendi sing dilas.
4. Cara kanggo Feed Kawat kasebut menyang bedhil welding
Kabel kasebut biasane diwenehi panganan ing bedhil welding liwat tabung feed kawat saka feeder kabel. Proses nyaring kabel welding menyang bedhil welding banget tepat, lan biasane ana sawetara cara:
Sistem Feeding Wiring Mekanik:Kawat welding didorong menyang tabung panganan kabel dening motor lan rodha drive, banjur wire welding diwenehi panganan menyang area penjuduh.
Sistem Peumatic Wesi Wire:Gas (kayata nitrogen utawa udara kompres) digunakake kanggo nyurung kawat welding ing tabung panganan kabel. Cara iki cukup prasaja, nanging mbutuhake kendhali udara sing tepat kanggo nyegah kawat welding saka deflecting utawa macet.
Proses panganan kabel kudu mesthekake yen kawat welding lancar, ora bisa dibedakake, lan ora ngganggu komponen liyane. Rancang bedhil welding biasane duwe piranti pandhuan kanggo mesthekake dokl sing tepat saka kawat welding karo balok laser.

5. Kontrol kacepetan Kawat
Kacepetan feed kabel minangka salah sawijining paramèter utama ing laser lasel. Pilihan kacepetan kabel kudu nimbang kekuwatan laser, kecepatan welding, diameter kabel lan ukuran kolam molten. Biasane, kacepetan feed kabel kudu diselarasake kanthi kecepatan laser sing bakal dijamin manawa kawat welding bisa diwenehi panganan ing kolam renang kanthi tingkat molten.
Kacepetan panganan kebatangan sing gedhe banget:Bisa nyebabake logam sing akeh banget, tambah kolam renang sing gedhe banget utawa overfilling, sing bisa nyebabake cacat welding.
Kacangikan Feed Kawat Alat:Bisa nyebabake kawat welding sing ora cukup, kolam molten cilik, ora cukup kekuatan sendhi, lan uga was -untahan sing ora lengkap.
Supaya bisa ngontrol kanthi tepat kabel kacepetan feeding, feeders modern umume dilengkapi sistem kontrol laser kanthi otomatis, lan bisa nggunakake stabilitas lan kualitas welding.

Yen sampeyan pengin sinau luwih lengkap babagan teknologi welding laser lan kabel feeding kabel, hubungi laser Huawei. Huawei Laser ing riset lan pangembangan lan aplikasi teknologi welding laser, nyedhiyakake dhukungan teken laser, nyedhiyakake dhukungan teknologi lan layanan khusus kanggo mbantu perusahaan nambah teknologi lan efisiensi produksi.